 手機直線:
手機直線: 谘詢熱線:0571-56211150
谘詢熱線:0571-56211150







隨社會經濟發展,天然石材被廣泛應用於建築、機械製造業中,由此促進石材加工工具發展。金剛石鋸片是石材切割機直接作用於石材的工具,用於對石材進行切割,其性能對切割機整機的使用性能和效率都有重要影響。由於石材硬度較大,同時鋸片加工工藝不夠完善,導致金剛石鋸片損壞嚴重,金剛石鋸片成為切割機經常需要更換的易損件之一。調查資料顯示,世界上的人造金剛石用於製造石材加工工具,而其中以金剛石圓鋸片所占比例最大,我國每年消耗各型號金剛石圓鋸片300多萬張。更重要的是,金剛石圓鋸片由於強度破壞所產生的高速飛行斷裂碎片對工作人員安全造成危害,具有一定程度安全隱患。
我國現階段石材加工用金剛石圓鋸片生產工藝為鋼板衝裁~銑水口~淬火~校平~磨加工~清洗~釺焊金剛石刀頭~回火~檢測。金剛石圓鋸片基體硬度基本達到了多種石材加工使用要求,同時釺焊金剛石刀頭質量得到保證,但是由於釺焊後回火處理,釺料及焊縫處基體耐磨性降低,焊縫處易產生裂紋,造成金剛石刀頭過早脫落和崩裂,從而縮短了使用壽命;同時金剛石刀頭在受到交變應力作用下,裂紋磨損概率增大,刀頭的磨損導致基體與石材直接產生摩擦而損壞,鋸片失去切削能力。國內不少學者對圓鋸片基體表而處理及金剛石刀頭鑲嵌技術進行了研究:劉忠等采用高頻感應釺焊技術,通過減少釺焊過程中對金剛石刀頭的打磨厚度和減少加熱時間來避免釺焊時出現的“冒泡”現象;苑少強等采用金相觀察、力學性能測試等手段對回火後鋼鋸片表而性能變化進行了研究;柯明月等采用雙陰極等離子濺射沉積方法對金剛石顆粒進行表而鍍鉻處理.使單顆粒金剛石性能提高。有效延長了金剛石工具的使用壽命。本文針對金剛石圓鋸片,在探討傳統金剛石鋸片加工工藝的基礎上,提出一種新的抗磨高強度金剛石圓鋸片的工藝方法,並建立有限元模型,劃分網格,利用ANSYS Workbench進行強度CAE分析。
高能束熔覆技術可將合金基粉末利用離子束、激光束等高能輻照方式熔覆在普通金屬材料表而,是一種優異的表而改性技術。其基本原理是:根據基體表而性能改善需求,調製出符合要求的合金基粉末,利用高能激光束或離子束,迅速熔化、擴展和凝固合金基粉末,以在基體表而覆蓋一層具有優良特性的複合材料,以提高基體材料性能。
該金剛石圓鋸片基體的熔覆層由鐵基合金和鎳包碳化鎢組成,鐵基合金中添加30%鎳包碳化鎢用有機膠調勻後,均勻塗覆於金剛石基體表而,並采用常壓弧光等離子弧的方式熔覆。原始鐵基合金為Cr-B-Si-C-Fe粉,餘量鎳包碳化鎢粉末為Ni-WC粉,化學成分(質量分數,%)為88.0WC,12.0Ni。單而複合覆層厚度1.0^-2.0 mm,其表而耐磨強化機理為:離子弧對WC進行部分溶解,WC的合金化作用增加了塗層碳化鎢數量,有利於塗層細化晶粒,固溶強化,耐磨性增加。
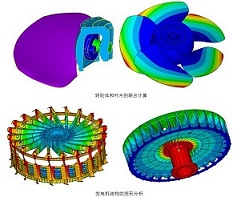
根據鋸片在實際切割石材工作過程中的受力特點,要求鋸片在切割石材過程中至少有三個鋸齒參與切削,我們將鋸片受力簡化為三個集中力,分別施加於三個相鄰的鋸齒,不考慮動載荷、軸向力、切向力影響,並作如下假設:將鋸片基體與刀頭看作一個整體;鋸片在鋸切過程中不存在橫向振動,鋸片與軸之間不存在相對轉動;鋸片受力為三個鋸齒上的三個集中載荷,集中在鋸片刀頭表而部位。
對鋸片建立合適的模型並進行合適的網格劃分,對分析結果有很大影響。可以在ANSYS Workbench的Geometry模塊中對鋸片直接進行建模,無需接口即可在Mechanical模塊中進行強度分析,但是此建模方法效率較低。本文采用PRO/E對鋸片進行建模,通過裝配圖形式將基體與鋸齒結合,采用PRO/E與ANSYS Workbench無縫接口對模型進行導入,並在Mechanical中形成焊接接觸。定義材料彈性模量260 GPa,泊鬆比0.3。采用正六而體方法對鋸片進行網格劃分,由於鋸片厚度較小,故將單元尺寸大小選擇為2mm,以獲得更精確的分析結果。
專業從事機械產品設計│有限元分析│CAE分析│結構優化│技術服務與解決k8 kaifa
杭州那泰科技有限公司
本文出自杭州那泰科技有限公司www.alllinkchina.com,轉載請注明出處和相關鏈接!